There are three main types of machine tools used in grinding: surface grinders, internal and external cylindrical grinders, and tool abrasives. During finishing grinding, grinding deformation and grinding cracks must be strictly controlled. Even very small cracks will be exposed in the subsequent processing and use. Therefore, the feed of the fine grinding should be small, not large, the coolant should be sufficient, and the parts with the size tolerance within 0.01mm should be ground as much as possible at a constant temperature. It can be seen from the calculation that for a 300mm long steel, when the temperature difference is 3°C, the material will have a change of about 10.8μm, 10.8=1.2×3×3 (1.2μm/°C per 100mm deformation), and each finishing process needs to fully consider this The influence of one factor.
It is very important to choose an appropriate grinding wheel for fine grinding. For the high vanadium and molybdenum condition of the mold steel, it is more suitable to use GD single crystal corundum grinding wheel. When processing hard alloys and materials with high quenching hardness, organic bonding is preferred. The self-grinding properties of diamond grinding wheels and organic binder grinding wheels are good, and the roughness of the ground workpiece can reach Ra=0.2μm. In recent years, with the application of new materials, CBN grinding wheels, namely cubic boron nitride grinding wheels, have shown Very good processing effect, finishing on CNC form grinding, coordinate grinder, CNC internal and external cylindrical grinder, the effect is better than other types of grinding wheels. During the grinding process, care should be taken to dress the grinding wheel in time to keep the grinding wheel sharp. When the grinding wheel is passivated, it will rub and squeeze on the surface of the workpiece, causing burns on the surface of the workpiece and reducing its strength.
Most of the processing for plate parts are processed by surface grinders. In the processing, a long and thin sheet part is often encountered, and the processing of such parts is difficult. During processing, under the action of magnetic force, the workpiece deforms and sticks to the surface of the worktable. When the workpiece is removed, it will deform again. The thickness measurement is consistent, but the parallelism cannot meet the requirements. Solution Magnetic isolation grinding method can be used. When grinding, the contour block is used to pad under the workpiece, and the four sides stop the block. When processing, the small feed and multiple smooth knives need used. After one side is processed, the contour block can be directly adsorbed , This can improve the grinding effect and meet the requirements of parallelism.
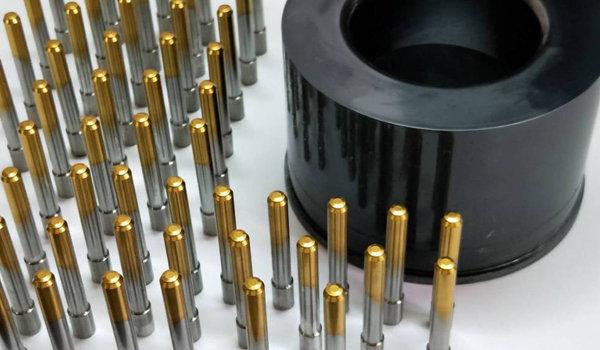
Shaft parts have revolving surfaces, and internal and external cylindrical grinders and tool grinders are widely used for processing. In the process of processing, the headstock and equivalent to the bus bar, if there is a runout problem, the processed workpiece will also have this problem, which will affect the quality of the part. Therefore, the headstock and the inspection work must be done before processing. When grinding the inner hole, the coolant should be poured to the grinding contact position to facilitate the smooth discharge of the grinding. For processing thin-walled shaft parts, it is better to use a clamping technology table, and the clamping force should not be too large, otherwise it is easy to produce "inner triangle" deformation on the circumference of the workpiece.